| Grain Cargo | Cargo Care | IMDG | Cargo Handling Equipment | Cargo Handling Safety | |
| Oil Tanker | Cargo Measurement | Enclosed Spaces |
Cargo Work
Cargo Handling Equipment
Care and Maintenance of Steel Wire Rope
Wire ropes have a lubricant incorporated during manufacture. This serves a dual purpose; it provides corrosion protection and also minimises internal friction. The protection provided by this manufacturing lubricant is normally adequate to prevent deterioration due, to corrosion during the early part of a rope’s life. However, the lubricant applied during manufacture must be supplemented by lubrication in service. This service lubricant is termed the ‘dressing’ the kind of dressing used and the frequency of application varies with the type of rope and its usage. Details of the maintenance of steel wire rope carried, or fitted in, ships is laid down in the Maintenance Manual of the Company or the Planned Maintenance Schedule (PMS) of the item. Wire hawsers should be stowed on reels under a fitted cover whenever possible. When being reeled in or otherwise stowed, the surface of a wire hawser should be washed with fresh water to free it from salt, then dried with cloths and lightly smeared with the appropriate lubricant.
Inspecting Steel Wire Rope
Steel wire ropes carried or fitted in ships must be
inspected periodically in accordance with the PMS. When inspecting, the indications described
below should be sought:
Distortion
of Strands: This is the
result of damage by kinking, crushing, serious crippling round a bad nip, or
other mistreatment. If likely to cause
the strands to bear unequal stresses they must be considered as reducing the
strength of the rope by 30%; and should they be sufficiently serious to cause
the heart to protrude, the rope must be discarded. A crushed rope may be restored to some extent
by the careful use of a mallet.
Flattening
of Some of the Outer Wires by Abrasion: These
flat’s are easily seen because the abrasion gives the flattened wires a bright
and polished appearance, but they do not affect the strength of the rope unless
they are very pronounced. Flats, which
extend to three-quarters of the diameter of the wires will reduce their
cross-sections - and therefore their individual strengths - by 10%, and as only
a limited number of wires will be affected the loss in strength of the whole
rope will be very small. (These flats must not be confused with flattening of
the whole rope, which indicates distortion of the strands and is therefore much
more serious).
Broken
Wires: These are usually the result of fatigue and wear, and mostly
occur in crane wires. It is generally
accepted that a wire rope is coming to the end of its useful life when one wire
of any strand breaks. To deal with a
broken wire, grip with a pair of pliers the broken end and bend the wire
backwards and forwards until the wire breaks inside the rope between the
strands, where it can do no harm. A rope
should be discarded if more than 5% of its wires are broken in a length equal
to 10 times the diameter of the rope; for example a 24mm diameter, 6X24 wire
rope should be discarded if seven broken wires are found in a length of
240mm. Because of the danger to
handlers, berthing wires should be discarded if any broken wires are
discovered.
Corrosion:
Wire rope can be corroded by:
The action of damp on the wires from which the
gaivanising has worn off, if this occurs to the inner wires first it causes
rust to fall out of the rope and is therefore easily detected;
The action of fumes and funnel gases, which attack the
outside wires, the effect then becomes visible on inspection;
Contact with acid, which soaks into the heart and
attacks the inside wires; this is not necessarily noticeable on the outside of
the rope, and can be the cause of parting without warning.
Lack of lubrication is a frequent cause of
corrosion. When a wire rope is under
tension it stretches and becomes thinner, and during this process the
individual wires are compressed and friction is set up; the fibre heart and
cores are also compressed, releasing oil to overcome the friction. A wire rope of outwardly good appearance, but
with a dry powdery heart or core, has -not been properly maintained and should
be treated with caution.
Effect of
Extreme Cold:
When subjected to extreme cold a wire rope may become
brittle and lose its flexibility, and an apparently sound rope may part without
warning. The brittleness is not permanent
and the rope will regain its resilience in a normal temperature, but the
potential danger should be remembered when working wires in very cold climates.
Testing of
Steel Wire Rope
The wire from which the rope is to be made is tested
before manufacture of the rope to ensure it complies with the relevant
Standards with regard to tensile strength, torsion and galvanising
properties. After manufacture of each
production length of rope, test samples are cut from the finished rope and
strand. These samples are used for a
tensile test to destruction, tests of preforming of the rope, and tests on a
mixture of the individual wires with regard to diameter, tensile strength,
torsion and quality of galvanising. Each
coil of wire is accompanied by a certificate of conformity and a test
certificate showing the guaranteed minimum breaking strength of the wire. (WHEN NEW.)
General
Remarks on Steel Wire Rope
How to
Measure the Size of a Rope
The size of a wire rope is the diameter in millimetres
of a true circle, which will just enclose all the strands. Measure at each of three places at least 2m
apart. The average of these measurements
is to be taken as the diameter of the rope.
Sheaves for
Wire Rope
Size of Sheave Required for a Wire Rope Hoist. The diameter of sheave required for
each type of six-strand wire rope supplied should be at least twenty times the
diameter of the wire. The diameter of a
sheave used for any wire rope will considerably affect the life of that rope. As the rope bends round a sheave the strands
and wires farthest from the centre of curvature move apart and those nearest
the centre of curvature move closer together.
This results in the generation of considerable friction between these
wires and strands, and the smaller the sheave the greater will be the
friction. Friction also increases
rapidly with the speed at which the rope is moving. While the rope is bent round a sheave the
outer wires are also subjected to a marked additional stress, and the smaller
the diameter of the sheave the greater will be the stress. For these reasons the minimum diameters of
sheaves recommended from practical experience for various types of ropes at
speeds not exceeding 60m per minute are 20 times the diameters of the ropes. For each increase in speed of 30m per minute,
5% must be added to these figures; this will give a rope a reasonable life, but
it is emphasized that its life will be greatly increased if still larger
sheaves are used. Similarly, if a
smaller sheave than that recommended has to be accepted it will shorten the
life of the rope, and on no account should a sheave be used that is more than
20% smaller than that determined by reference to the above criteria.
Use of
Correct Sheave:
The life of a rope used for
hoisting can also be considerably shortened by using the wrong type of
sheave. The groove in the sheave must
fit and support the rope as it travels round the sheave, otherwise there will
be increased internal friction and external wear. Figure below shows a sheave with too wide a
groove, which results in a flattening of the rope and considerable distortion
and internal friction.
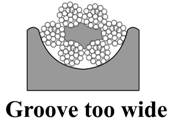
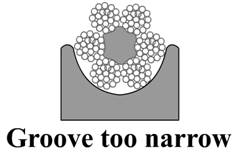
Figure below shows a sheave with too narrow a groove,
which results in the rope not being supported, the wires of the strands being
subjected to considerable wear, and friction being set up between the rope and
the sides of the groove.
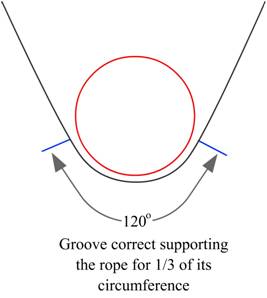
The groove of the correct sheave should be shaped in
cross-section to the true arc of a circle for a distance equal to one-third of
the circumference of the rope, and the radius of the groove should be between 5
and 10% greater than the specified radius of the rope.
Cargo Blocks

Rigging of
cargo blocks:
Union
Purchase – derricks with 2 sets of individual side guys.
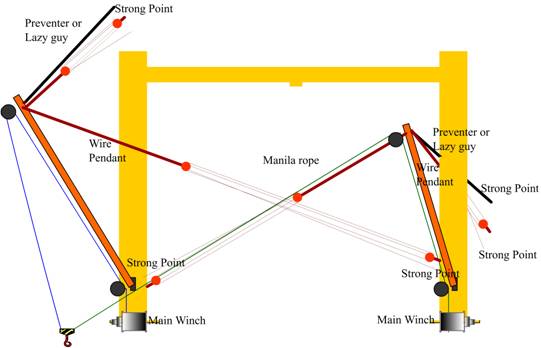
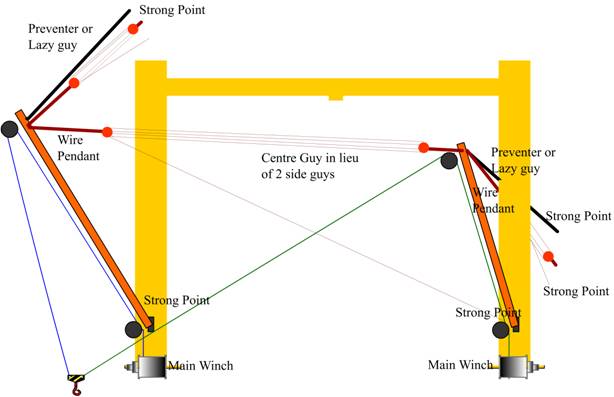
Union
Purchase – derricks with 1 set of individual side guys and a centre guy.
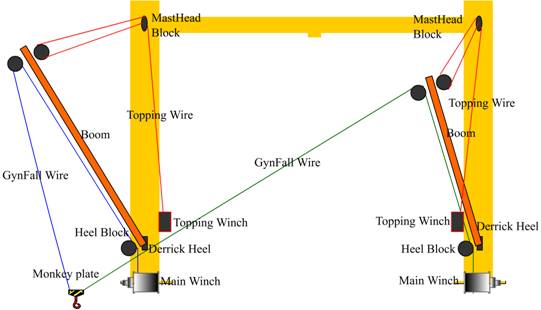
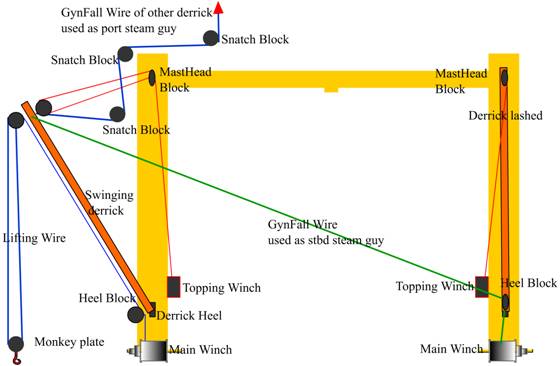
Rigging for
a Gun Tackle:
Using one of a set of derricks to load heavy loads,
this uses the gynfall wire of the other derrick as a steam (power) guy and also
uses the gynfall wire of another derrick as the other steam guy.
The derrick head block is connected to a floating
block and the gun tackle set up as shown below.
Working
with Derricks:
While topping/ lowering derricks the following are to
be ensured:
Both side guys are to be rigged and attended to.
As the derrick is being lowered or topped the guys are
to be heaved up or slackened.
The gynfall wire is to be slackened when topping up
the derrick
The person attending to the lock should be attentive
and at the slightest doubt about the speed or range of topping/ lowering he has
to release the lock. So that the derrick is prevented from having a free fall.
Lowering of the derrick should be within limits as set
out in the derrick rigging plan
While parking the derrick, the control over the side
guys should be especially good since with a slight swing the boom is liable to
damage other structures.
The derricks should not be lowered or topped if the
ship is rolling as this would make controlling the derrick very difficult.
The end rope of the controlling side guys should be
held after a full turn on the rams horn and there should be adequate clear
slack. In case of an emergency the next turns should be put on quickly
If a ram’s horn is not available then other suitable
points may be used, however railing are not to be used.
Derricks are secured either on a horizontal crutch
(light derricks) or vertically with clamping to the mast.
Prior to lowering the derrick the following are to be
inspected and if any are found wanting they are to be made good:
The crutch post and the bracket at the base are to be
inspected
The grommet attached to the eye pad (for the gynfall
wire) is to be inspected
The crutch wood sheathing is to be checked if damaged
then a canvas packing may be made in lieu
After the derrick is parked, the crutch clamp is to be
fitted and the locking arrangement fixed. There should be no play.
The side guys are to be tightened and fixed on either
side, the extra rope of the guys being neatly coiled onto pallets or slung on
railings and tied as a whole – the rope should be covered by a canvas cover
The gynfall wire hook is to be hooked to the grommet
and the wire tightened (just).
The topping wire should not have any weight, but
neither should it be slack
The heel of the derrick should be covered with canvas
and so should be the gynfall and the heel block
The preventer wire should be coiled and placed on a
pallet
Types of
Slings in common use:
Beside those mentioned there are various other slings
in use.
Plate sling: Normally the hinges clamp hangs loose,
but once fitted on to the plate and the wire pulled up, the clamps hold the
plate very firmly.

Open rope sling: This is used for various types of
delicate cargo. Not good for heavy weights.

Canvas sling: Used for lifting small bags of rice and other cereals, the canvas is useful for collecting any spillage that may be caused.

Snotter: This is used for various cargos. It is the
most versatile form of sling. Has been used even for container loading, by
attaching hook/ shackles to one end and using for such snotters.

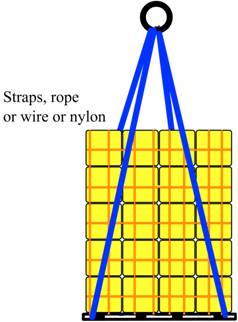
Pallet:
This is unitized cargo on a wooden pallet (the bottom
double tier of wood). Such cargo may be handles using wore slings but the more
safe and common is to use nylon straps or rope slings.
If the cargo is loaded on to the ship and the pallet
retains the nylon strap then it is termed as pre-slung cargo. The strap is
returned to the ship after discharging the cargo.
Hook
Handling:
Bales are soft cargo and they liable to be damaged by
hooks, which penetrate the surface and go deep inside.
Bales especially of hessian, bagged cargo and other
such cargo are rendered useless if the hooks punch holes into them.
Such cargo have a label saying use no hooks.
However many port workers use the same hooks to handle
these cargo
The preferred hooks for such cargoes are shown below.
These contain about 3 rows of small raised metal
pieces that good at gripping but do not damage the cargo.
Some bagged cargo come with ‘ears’ protruding from the
four corners of the bags, these ‘ears’ are material of the bag and facilitate
the handling of the cargo.

Unitized cargo and Pre-slung cargo
Unitized cargo are cargo such as tea or bagged sugar/
asbestos which are placed on top of a wooden pallet and are strapped together
into a unit.
The advantages of this is that the pallet (now
referred to the whole) is easily moved and stored by forklifts.
Much manual labour is not required. These types of
pallets may be stacked more than one high, though genially 2 high.
Ease of lashing and faster loading is the essential
advantages. However a lot of broken stowage occurs if the hold dimensions are
not square. Thus these type of cargo were unsuitable in old ships which had a
tunnel in the after holds and the bilges were rounded.
Since these cargo came with their own wooden pallets
the dunnaging cost was also saved.
After the development of unitized cargo, to speed up
further the handling process the cargo pallets were pre-slung with nylon
straps.
Thus a trailer arriving on the jetty had the pallets
neatly arranged and with their own slings. All it took from the shore labour
was for a person to hook on the slings. Once on board the slings were not
returned but the pallets was stowed with the sling. At the discharging port the
forklift brought the pallet top the hatch square and aging the pallet was lifted
out with the same sling. On completion of discharge if no cargo was being
loaded on the ship the slings were brought back on the ship. The slings were
the property of the ship and a strict tally was maintained. The slings were
made of nylon straps in various colours and were certified as to the SWL.
With the advent and popularization of containers
pre-slung cargo system died out. Unitized cargo is still existent and
containers are loaded with unitized cargo.
Cranes versus Derricks
Using various cargo gear for handling of cargo.
Until the early ‘80’s the primary gear was the
derrick. A ship would have a set 0of derricks for each hatch, sometimes if the
hatch was big the two sets of derricks. One for the fore part and the other for
the after part. The advantages of the derricks is that the boom never moved
after it was rigged into position. The only moving parts are the sheaves of the
blocks and the wires. As such it was and still is the fastest means of
discharging cargo.
The
advantages of discharging with derricks are:
Very few moving parts
Time to discharge the least
Not much skill required to operate the derricks
Breakdown rate low
Easy to maintain and to repair on board
Spares are easily obtained from even small workshops
Spares are cheap
The
disadvantages are:
Cannot discharge large and heavy packages
To be effective the derrick plumbing position has to
be properly judged.
Has to be re-rigged every time the discharge area or
loading square changes
Requires forklifts to feed the loading area
Cranes are used to handle heavy and large packages
including grabs on bulk carriers.
The advantages of the cranes are:
Can discharge from 360˚ angle
Can handle cargo from anywhere in the hatch square
Depending on the SWL of the crane can handle very
heavy packages
Sophisticated and has various safety cut outs to
prevent damage and accident.
The disadvantages are:
Is slow
Requires skilled person to operate
With unskilled labour requires frequent resetting of
the safety cut outs.
Maintenance difficult and time consuming
The good service provided by a crane is dependent on
the maintenance
Repairs even more difficult and time consuming
Spares are to be ordered in advance from the
manufacturer
Wires are of special construction and are very
expensive.
Rigging
other derricks:
Velle Derrick Rigging
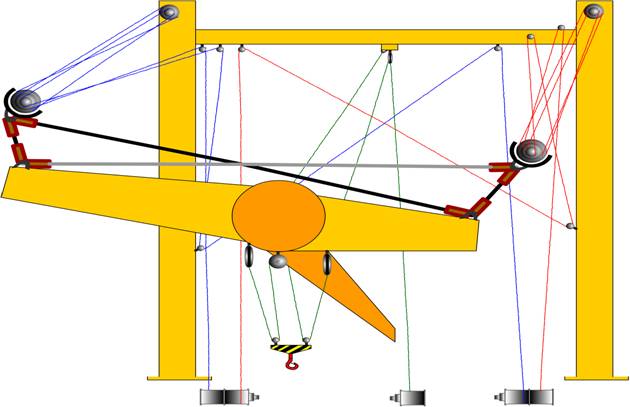
The above is a Velle derrick. This type of derrick is
a swinging derrick and is capable of lifting heavy weight and may be found on
container-oriented vessels (GC as well as container cargo).
The rig is one of the most complicated. On a ship the
crew has to be very well experienced to rig up this derrick. The length of the
wire is also of special length and may be of 250 – 280 metres.
There are 3 winches in operation; the 2 extreme
winches have separate barrels, which turn in the opposite direction. The
extreme winches share 2 wires, 1 wire starts at 1 winch and ends on the other.
The same is for the other wire.
The gynfall wire is on a single centre winch. The
controls are usually joystick control – 1 for the swinging and the other for
the lifting. Thus the extreme winches control the swinging as well as the
topping/ lowering action and are controlled by a single control joystick.
This is a rare rigging plan and the author has taken
great pains to personally draw it out while serving on a ship rigged with 22T
Velle derricks.
Use of
Forklifts:
The precautions prior lowering and using forklifts
inside the holds:
The forklift should not have any oil leakages
The height of the hold should be considered while
lowering a tall forklift
The weight of the forklift together with the cargo
should not exceed the load density of the hold
The forklift should not be emitting profuse quantities
of smoke
Adequate fire fighting arrangements should be inside
the hold for any fire of the forklift
Jute and other flammable cargo should be kept away
from any ingress of oil from any leaking forklift
The driver should not drive the forklift rashly
Adequate lighting should be ensured
Saw dust and sand should be kept stand by for any
unforeseen oil leaks.